
خدمات جوش نقره در اصفهان
خدمات جوشكارى ارگون در اصفهان
- اصفهان
- مدیریت09134813734مدیریت فروش 09137725618 مدیریت09134813734 مدیر فروش 09137725618 مدیر تولید 09130660295 مدیر فنی 09138180664 طراحی و مشاوره 09162197550 واحد فروش 09034506436 واحد فروش 09034506416
- مدیریت09134813734
- https://nfa.co.com/
- آدرس اصلی شرکت www.nfa.co.com novinfarsakhtasin@gmail.com novinfarsakhtasin@yahoo.com
- @novinfarsakhtasin
- @novinfarsakhtasin
خدمات جوش نقره در اصفهان

گروه صنعتی نوین فرساخت آسین دارای تکنسین دقیق و حرفه ای در عرصه جوشکاری آماده همکاری با سایر ارگان ها و شرکت های وابسته به صنایع مختلف را دارد.
مقدمه (هنر اتصال فلزات):
آیا به دنبال اتصالات بدون نقص، مستحکم و با دوام هستید؟ در دنیای مهندسی، ساخت و تعمیرات دقیق، نوع اتصال فلزی، تعیینکننده طول عمر، عملکرد و زیبایی بصری محصول نهایی است. جوشکاری و اتصالدهی فراتر از ذوب کردن دو تکه فلز روی هم است؛ این یک هنر و علم نیازمند دقت، انتخاب صحیح ماده و فرایند است که توسط این شرکت تحقق پذیر است.

خدمات جوش نقره در اصفهان
|
|

جوش نقره (برنجکاری) - اتصال بدون ذوب
جوش نقره (Silver Brazing) که اغلب به اشتباه "جوشکاری" نامیده میشود، در واقع یک فرایند اتصال دهی (Joining) است که در آن خواص متالورژیکی فلزات پایه حفظ میشود. این روش یک مزیت حیاتی نسبت به جوشکاری سنتی دارد.
برتری حیاتی: اتصال با ذوب فیلر، نه فلز پایه
در جوشکاری(TIG/MIG//الکترود) دمای فرایند به حدی بالا میرود که فلز پایه به نقطه ذوب خود (یا نزدیک آن) برسد. در جوش نقره(Brazing)، این امر اتفاق نمیافتد.
مکانیسم و تفاوت کلیدی
مزایای اصلی جوش نقره (Brazing)
کاربرد جوش نقره

روش هاى جوشكارى

خدمات جوش الكترود در اصفهان
|
بخش دوم: جوشکاری الکترود (SMAW) - تکنسین همهکاره جوشکاری قوس الکتریکی با الکترود پوششدار (Shielded Metal Arc Welding - SMAW) قدیمیترین و قابل اعتمادترین روش در میان جوشکاریهای قوسی است. نحوه کار • الکترود پوششدار: الکترود مصرفی از یک مغزی فلزی (که نقش فیلر را دارد) و یک پوشش شیمیایی ضخیم (Flux) تشکیل شده است.
• ایجاد محافظت: هنگام ذوب شدن، پوشش الکترود به دو نقش اساسی ایفا میکند:
1. تولید گاز محافظ برای پوشاندن حوضچه مذاب از اتمسفر.
2. تشکیل سرباره (Slag) روی سطح جوش سرد شده که به محافظت از فلز مذاب در برابر آلودگی و کنترل سرعت انجماد کمک میکند.
با ما تماس بگیرید
|

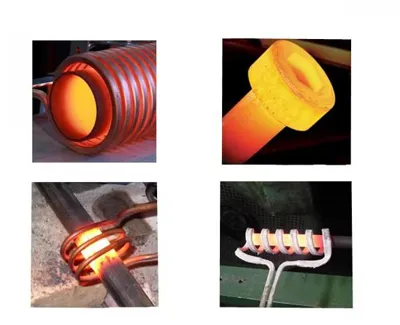
خدمات جوش القایی در اصفهان
|
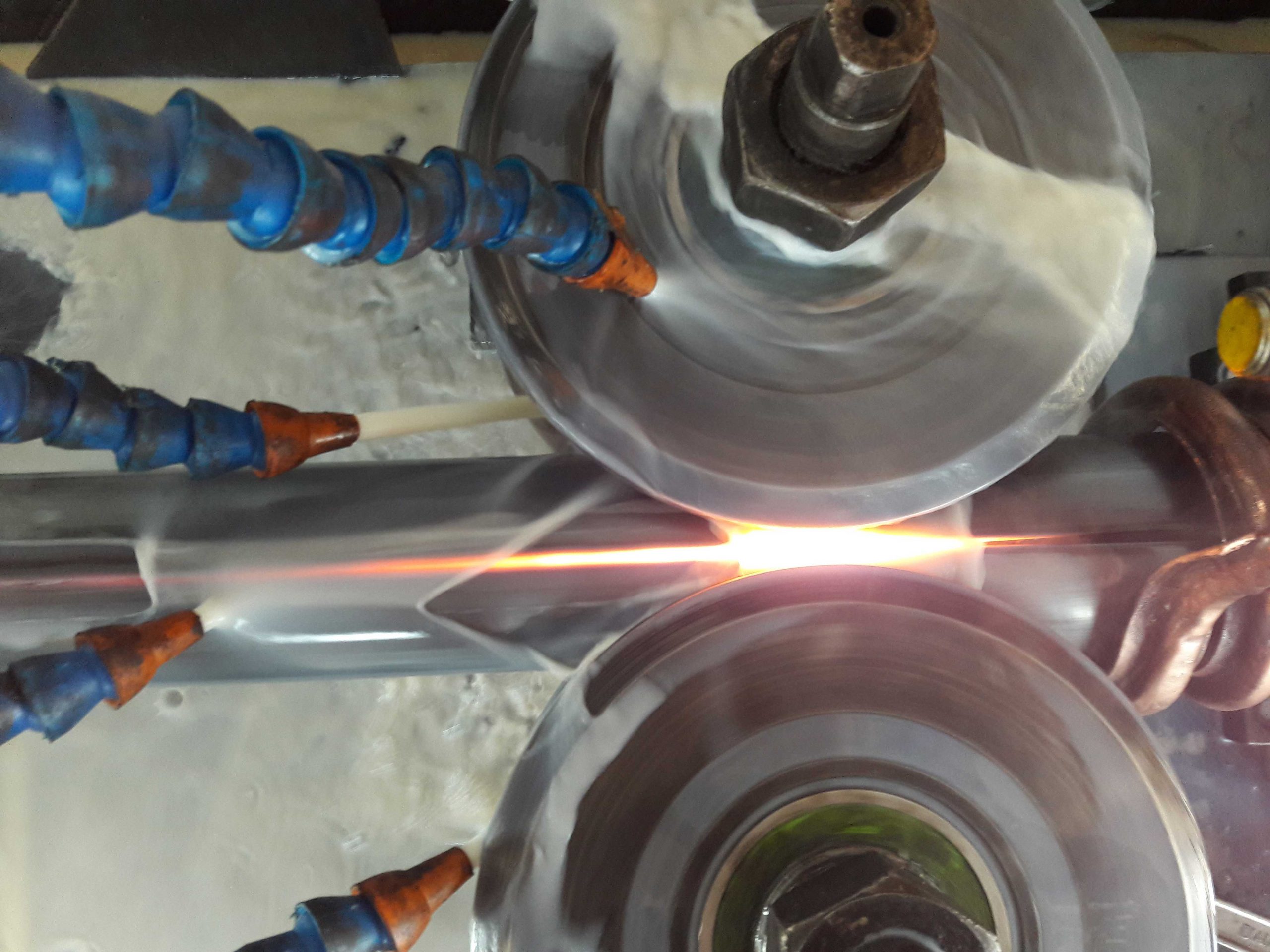
جوشکاری طولی القایی خودکار یک فرایند قابل اطمینان و با بازده بالا است. مصرف کم برق و کارایی بالای سیستم های جوش القایی باعث کاهش هزینه ها می شود. قابلیت کنترل و تکرارپذیری آنها ضایعات را به حداقل می رساند. سیستم های ما همچنین انعطاف پذیر هستند. تطبیق بار اتوماتیک بار خروجی کامل در طیف گسترده ای از اندازه لوله را تضمین می کند. و ردپای کوچک آنها باعث می شود که آنها به راحتی بتوانند در خطوط تولید ادغام شوند یا از آنها استفاده کنند. ،
|

خدمات جوش نقره در اصفهان








جوشكارى قوسى در اصفهان
|
بخش اول TIG و MIG: دقت در برابر سرعت جوشکاری قوسی یکی از پرکاربردترین روشها در صنعت است که عمدتاً توسط دو فرایند TIG و MIG انجام میشود. تفاوت اصلی آنها در نحوه تغذیه الکترود و کنترل حوضچه مذاب است. 1- جوشکاری TIG (Tungsten Inert Gas) - دقت افسانهای جوشکاری TIG که با نام GTAW (Gas Tungsten Arc Welding) نیز شناخته میشود، به دلیل تواناییاش در ایجاد جوشهای بسیار تمیز و کنترلشده، در صنایع حساس شهرت دارد. TIG به جوشکار این امکان را میدهد که به صورت دستی و کاملاً جداگانه، سه پارامتر کلیدی را کنترل کند: جریان حرارتی، اضافه شدن ماده پرکننده (فیلر) و میزان گاز محافظ. نحوه کار • الکترود: از یک الکترود تنگستن غیرمصرفی استفاده میشود که منبع اصلی قوس الکتریکی است و خود در حوضچه مذاب ذوب نمیشود.
• حوضچه مذاب: گرمای قوس، لبههای قطعه کار را ذوب میکند و حوضچه مذابی تشکیل میدهد.
• فیلر (اختیاری): جوشکار میتواند یک میله پرکننده (فیلر) را به صورت جداگانه وارد حوضچه مذاب کند.
• گاز محافظ: یک جریان متمرکز از گاز محافظ، معمولاً آرگون خالص (گاهی اوقات هلیوم یا مخلوط آنها)، از تماس حوضچه مذاب داغ با اتمسفر محیط جلوگیری میکند.
مزایای TIG • زیبایی جوش (Aesthetics): خروجی نهایی ظاهری آینهای، یکدست و بدون پاشش (Spatter) دارد. این امر آن را ایدهآل برای استیل دکوراتیو، صنایع غذایی (بهداشتی) و ساخت تجهیزات تحت فشار میسازد که نیاز به بازرسی بصری دقیق دارند.
• کنترل حرارت و اعوجاج: به دلیل کنترل بالا بر انرژی ورودی، میزان حرارت ورودی به قطعه به حداقل میرسد و در نتیجه اعوجاج (تاب برداشتن) قطعات نازک به شدت کاهش مییابد.
• قابلیت جوشکاری مواد خاص: TIG بهترین روش برای جوشکاری فلزاتی است که به شدت به آلودگی حساس هستند یا نیاز به اکسیدزدایی دقیق دارند؛ مانند تیتانیوم، منیزیم، نیکل و آلیاژهای خاص آلومینیوم و استیل ضدزنگ.
• عدم نیاز به فلاکسی: به دلیل استفاده از گاز محافظ خالص، نیازی به حذف سرباره (Flux) پس از جوشکاری نیست.
2- جوشکاری MIG (Metal Inert Gas) - کارایی صنعتی MIG که با نام GMAW (Gas Metal Arc Welding) شناخته میشود، سریعترین و پرکاربردترین روش جوشکاری در تولید انبوه است. MIG برای جوشکاریهای طولانی و با نرخ رسوب بالا طراحی شده است. تمرکز بر روی سادگی عملیاتی و رسیدن به بالاترین سرعت ممکن است. نحوه کار • تغذیه پیوسته: از یک سیم جوش (الکترود مصرفی) استفاده میشود که به صورت مداوم و اتوماتیک توسط یک تغذیهکننده (Wire Feeder) به داخل حوضچه مذاب هدایت میشود.
• ذوب شدن سیم: سیم جوش هم الکترود است و هم ماده پرکننده (فیلر).
• گاز محافظ: اغلب از گازهای فعالتر مانند مخلوط آرگون و دیاکسید کربن یا آرگون خالص (بسته به نوع فلز) استفاده میشود.
حالتهای انتقال فلز در MIG MIG بسته به جریان و ولتاژ، میتواند در سه حالت اصلی عمل کند که بر عمق نفوذ و میزان پاشش تأثیر میگذارند: 1. انتقال کوتاه (Short-Circuit Transfer): مناسب برای قطعات نازک، جریان پایین.
2. انتقال اسپری (Spray Transfer): جریان بالا، ایجاد قطرات کوچک و سریع، مناسب برای آلومینیوم ضخیم.
3. انتقال پالس (Pulsed Transfer): ترکیبی از دو حالت بالا، کنترل بهتر حرارت.
مزایای MIG • سرعت تولید (Productivity): به دلیل تغذیه مداوم، زمان توقف (برای تعویض الکترود) وجود ندارد، که نرخ رسوب فلز را به شدت افزایش میدهد و زمان بازگشت سرمایه (ROI) در خطوط تولید را کاهش میدهد.
• سادگی نسبی: جوشکار فقط باید تفنگ را در امتداد درز نگه دارد (یک فرایند دو محوره). آموزش سریعتر اپراتور نسبت بهTIG امکانپذیر است.
• مناسب برای ضخامتهای بالا: توانایی ارائه انرژی حرارتی بالاتر و نفوذ بیشتر، آن را برای ساخت سازههای فولادی سنگین، شاسی خودرو و قطعات نیازمند استحکام حجمی عالی میسازد.
• کاهش سرباره: اگر از مخلوط آرگون خالص یا آرگون کم استفاده شود، میزان سرباره کمتری نسبت به جوشکاری الکترودی تولید میشود.
|

خدمات جوش نقره در اصفهان
|
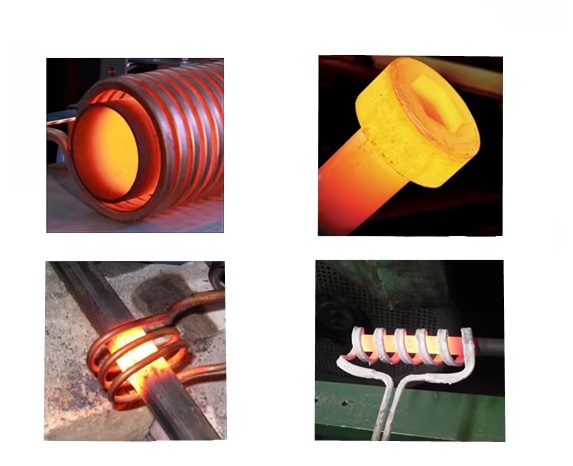
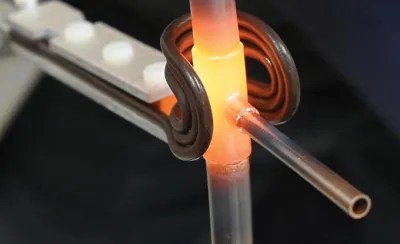
این جوشکاری یک فرایند جوشکاری با فرکانس بالا است که شامل استفاده از آهنربا الکتریکی برای تولید گرما است. با این جوشکاری، برق فرکانس رادیویی سیم پیچ القایی را تأمین می کند. همانطور که سیم پیچ القایی جریان الکتریکی را دریافت می کند، گرم می شود. سپس می توان از دستگاه جوشکاری برای ذوب کردن دو یا چند جسم به یکدیگر با ذوب شدن سطح مربوطه استفاده کرد. |
شركت نوين فرساخت اسين
اطلاعات تماس نوین فرساخت آسین:
بخش مسئول / شماره تماس: (امکان ارتباط از طریق تماس تلفنی – پیامک –اپلیکیشن های واتساپ، تلگرام، ایتا، روبیکا و ...)
مدیریت: 09134813734 (زارع)
مدیریت فروش: 09137725618
مدیر تولید: 09130660295
مدیر فنی: 09138180664
مشاوره و طراحی: 09162197550
مسئول فروش (شماره ۱): 09034506436
مسئول فروش (شماره ۲): 09034506416
ایمیل اصلی: novinfarsakhtasin@gmail.com
ایمیل پشتیبانی: novinfarsakhtasin@yahoo.com
سایت تخصصی: www.nfa.co.com
دفتر مرکزی: استان اصفهان - شهرک صنعتی دولت آباد - خیابان عطار - فرعی سوم - کد پستی: 8341660343
گالری






